

The $4.3 billion Axalta Coatings Systems serves the market in two key areas: Original Equipment Manufacturers (OEMs) and refinish shops. Every day, around the world, the global company develops coating systems for leading OEMs and more than 120,000 collision and repair refinish shops. Working with a clear objective to deliver performance that exceeds expectation, it creates consistently, quality products that keep operations moving smoothly and application procedures simple. To understand their intent and the operations, this correspondent took a stroll through Axalta’s facility in Mt. Clemens, Michigan in the US.

Performance is what connects any organisation to its customers. And this prompts it to push harder and drives it to serve, as well as inspiring it to not give up. When the first automobile manufacturers wanted to sell cars in more colours than one, they approached Axalta Coating Systems, which was born out of a $4.9 billion acquisition of DuPont Performance Coatings by The Carlyle Group in 2013. The relationships were enduring due to its commitment to put customers first and its passion for the science of colour that carries right though to its dedication to the automotive industry OEM community. The company has been developing coatings for the auto industry since the very beginning, which gives a unique perspective to its history and the future. The company’s colour-coating and application systems go across a wide spectrum of technologies, including the latest-generation waterborne and low-VOC (volatile organic compound) coatings that provide sustainable alternatives.
The 5th largest coatings company in the world by revenue, Axalta takes a systems-based approach. It not only develops and manufactures products, but also supports and educates its customers in their use. Most of the time it works on-site with its OEM customers to provide support and collaborate with them for their evolving needs. And at 42 locations around the world, the coatings company provides refinish craftsmen with the training and tools to learn how to use the latest products and continually improve their skills. In addition, the refinish shop owners have been given access to Axalta’s business management tools designed to improve productivity and profitability.
As the global need for coatings increases at a remarkable pace, Axalta continually evaluates new materials and processes in order to delight designers and consumers alike and to allow the end product to meet high performance, quality and colour harmony standards. However, these concepts at their initial stages may require extra processes, such as additional layers to create complex effects, including candy-like tinted clear coats, pearl whites and chromatic colours with pearl effects. Nevertheless, through continuous improvement of working with the automotive engineering teams, these concepts have been streamlined over time.
Manufacturing Process
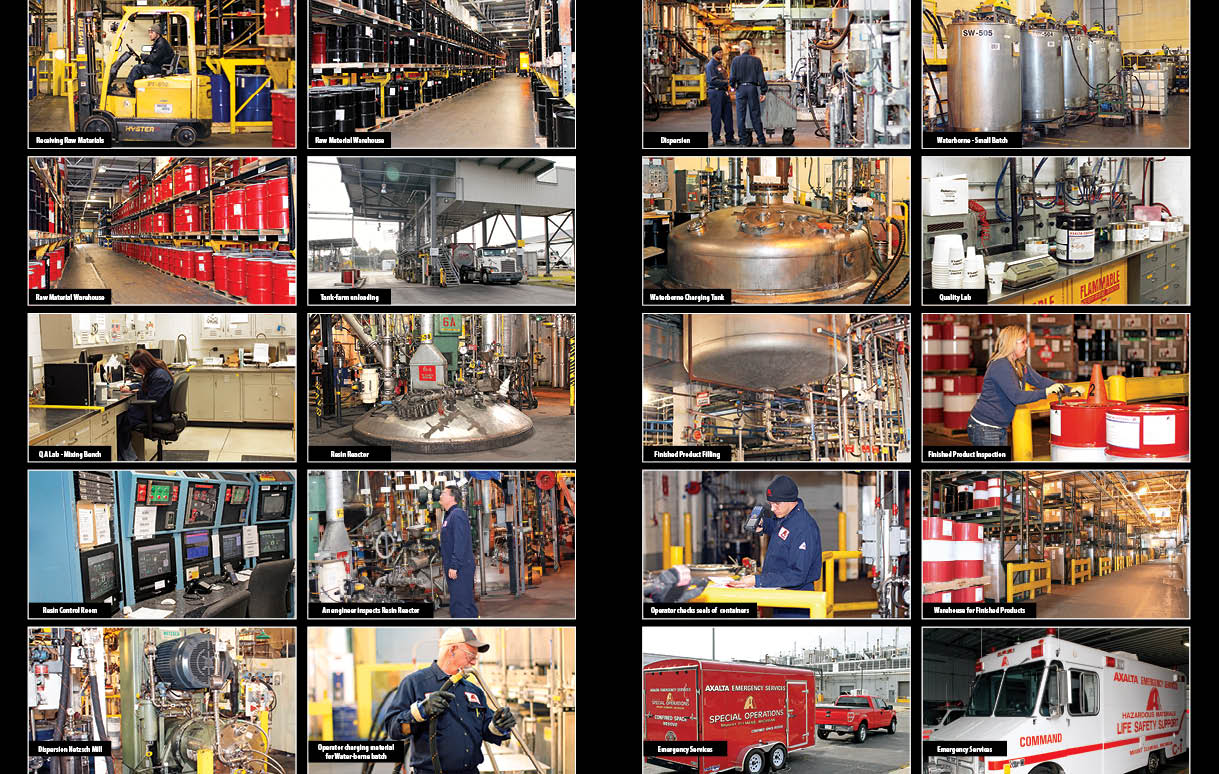
Axalta Coating Systems has an elaborate process for the manufacture and development of its coatings products. The process is decades in the making, as the company is continuously evaluating ways to improve on its existing products and processes. Whether developing coatings for light vehicles, commercial vehicles, industrial or refinish applications, the fundamentals of the manufacturing process for a variety of products follow a fairly standardised model.
The manufacturing process begins in the raw material warehouse where the plant receives all incoming raw material in drums and bags.
Conflict Minerals Policy
Before materials enter Axalta’s manufacturing plants, they must meet rigorous standards. For example, Axalta is committed to the responsible global sourcing of minerals worldwide, to curb the violence associated with trade in conflict minerals and to respect basic human rights. As such, it adheres to its Conflict Minerals Policy, and requires suppliers to purchase conflict free minerals. Conflict minerals refers to certain raw materials (such as, tin, tungsten, tantalum and Gold) that come from the Democratic Republic of the Congo or its adjoining countries.
Bulk materials are stored in tanks located in the plant’s tank farm. These storage tanks allow plant workers to pump the appropriate materials into the mixers when needed. Once raw materials are collected, the employees can start making resins and intermediates in reactors, which are used in finished products. Simultaneously, they can pull the raw materials needed to begin dispersion manufacturing.
Almost like collecting the ingredients for a recipe, when the intermediates are developed, they pull together all of the materials needed to make their finished coating products, such as their waterborne coatings. Throughout the manufacturing process, the people at the plant make sure the coatings machinery is clean and in good working order. Additionally, operators scan batch cards to confirm that correct formula is going into the finished product.
The next major step is quality control and process testing. At the QA lab, technicians review coatings samples for quality assurance. In addition to adhering to quality management certifications, such as ISO 9001, the global company follows additional quality production systems that set goals and apply disciplines that, in many cases, exceed those set by voluntary standards organisations.
The last step in the process takes place in the finished product warehouse. Finished coating products are poured into containers that allow for ease in shipping throughout the world. To help ensure the integrity of the product during transportation, the containers are checked to verify that they are completely sealed to prevent leaks. Finally, the containers – pails, drums or portable totes – are stored in a climate-controlled warehouse before shipping to the customers.
Technology Driven
From start to finish, the people of Axalta are driven by demanding requirements of customers and also are looking at the larger perspective. The company has technologists who specialise in discovery, constantly working to advance coatings and tools that drive better performance across industries. It pursues quality in a process that meets not only the benchmarks of the industry it is operating in, but also its own self-imposed standards of excellence. It monitors ingredients and processes; tracks customer needs in an active, responsive feedback loop.
As part of its improvement programme, it assesses every employee with performance metrics that reward progress. These initiatives enable the company to manage liquid and powder-coating manufacturing plants that conform to quality management systems and other standards established by the International Automotive Task Force for automotive OEM suppliers.
Safety
The company’s commitment to performance extends to sustainable practices that protect not only its people but also the communities and environment—throughout manufacturing, handling, distribution and waste disposal. It shares its expertise in environment, health and safety procedures with local emergency service organisations.
Colour Trends
Celebrating 6 decades of automotive colour trends, Axalta has been the leading company to publish data on auto colour trends and popularity in its annual Colour Popularity Report. According to the report, car colour preferences change over time. Despite this constant change, the one thing staying the same is the company’s involvement in science, discovery and innovation.
Axalta continues to lead in innovation with more than 1,800 patents held or pending. OEMs choose the company as it creates products that deliver performance through in-depth colour matching technology, simpler application and the most important aspect -lower environmental impact. From its early work with colour equations to the latest Acquire Plus EFX handheld colour spectrophotometer, the company has always been at the cutting-edge of the science of colour. The commitment continues . . . .
INTERACTION: Dave Fischer, Vice President, Market Strategy and Growth, OEM Automotive

David Fischer
Q: You operate in a field where customers are very choosy and sensitive; how do you maintain quality?
Fischer: Our quality management system is certified to ISO/TS16949 specifications, which is designed specifically for suppliers to the automotive sector, as well as by ISO 9001. Quality is top of mind in everything we do across the entire supply chain. Our system is designed to measure our effectiveness at meeting customer expectations and how efficiently we meet business needs. Best practices are continually reviewed globally and leveraged to provide world-class quality.
Q: How flexible is your plant when it comes to capacity?
Fischer: The Mt. Clemens facility utilises capacity management processes that enable it to be flexible. Production output can be adjusted to market needs through shift schedules. Our goal is to maximise the use of our resources in the most productive ways possible. The best way to do this is to generate new business, which our light vehicle business team is accomplishing. For example, we’ve recently extended the reach of our latest 2-Wet Monocoat innovation for our OEM customers. It was designed to reduce both paint application and bake steps, which saves OEMs money on energy and time on the paint line. As more OEM customers adopt this and our other paint systems, we’ll keep our Mt. Clemens team running full bore.
Q: What are your short-term and long-term plans for the facility?
Fischer: As Mt. Clemens is our main manufacturing facility for OEM automotive coatings for our North America customers, our short-and-long-term plan is to maintain high customer service levels, as well as exceptional quality and safety standards, while continuously improving. Therefore, we continue to invest in the plant to ensure it remains a state-of-the-art facility capable of making the advanced technologies and quality coatings required to meet evolving OEM automotive customer needs.

MILESTONES
1866: Herberts, the original producer of Standox paint products founded. Today, Standox is among the world’s leading producers of vehicle refinisher systems.
1882: Spies Hecker founded, with its first facilities in London and Cologne.
1904: Breakthroughs in enamel technology make it possible to add colour pigments to paint for the first time.
1923: The automotive industry takes on an entirely new life when the first colour paints are used on cars. Advances in the manufacturing of nitrocellulose lacquer make it possible to apply paint with spray guns (instead of by hand), while cutting paint-drying times down from days to hours.
1929: Dulux alkyd enamel coatings take advantage of new baking and curing technologies, making them more resistant and durable.
1935: The first mixing-machine tinting system is developed, leading to greater accuracy, productivity and quality.
1948: ColourMaster colourimeter is commercialised, improving colour design and matching for OEMs and refinishers alike.
1957: Developed the first L,a,b colour cube root equation for colour, which becomes part of the foundation of modern colour science.
1970: Imron polyurethane enamel introduced, bringing brilliant coatings to transportation vehicle manufacturers around the world.
1972: Alesta powder coating launched, providing a decorative finish for customers in new industries.
1980: The first waterborne OEM coatings introduced in North America, featuring lower VOC levels and a reduced environmental impact.
1984: The debut of Voltatex, the world’s first insulation coating to deliver faster hardening and better handling.
1990: First spectrophotometer instrument introduced in the market.
1992: Cromax waterborne refinish basecoat offers improved appearance, while meeting more aggressive environmental goals.
1999: A big year gets even bigger – becomes the largest automotive coatings company in the world.
2001: VINdicator—the world’s first technology to use a vehicle’s identification number to match a vehicle’s colour—is introduced to improve refinish processes all over the world.
2007: EcoConcept paint technologies are launched, making it possible for OEMs to reduce the number of coating applications.
2011: Acquire Plus EFX created. This advanced spectrophotometer looks deep into a paint film to gather colour and flake characteristics that are the key to better colour matching.
2013: DuPont Performance Coatings becomes Axalta Coating Systems.
BLURB -1
7 R&D Centres – Dedicated research centres ensure continuous innovation.
BLURB -2
35 Manufacturing Centres help respond customers more quickly.
BLURB -3
42 Customer Training Centres help customers perfect their skills.
BLURB -4
Axalta has over 12,000 employees and 3,900 distribution centres catering to about 120,000 customers across industries in 130 countries.










Leave a Reply