

Text & Photos: Bhargav TS
As India gradually moves towards improved automotive emission norms, a host of companies from developed countries are eyeing good business opportunities in the country. Tenneco Automotive, the world’s largest automotive equipment supplier, present in India by manufacturing ride control and clean air products, is taking concrete steps to stay ahead of the curve. To improve emission norms, exhaust systems play a major role; to produce this, global practices have to be shared, with Tenneco a front runner in bringing in the latest products and equipment. We took a short journey inside the company’s Chennai plant to get enlightened on the manufacturing process.

Tenneco Chennai Plant
The Chennai facility of Tenneco is located in the Nissan Supplier Park and manufactures entire exhaust systems for Nissan, Daimler and BMW. By looking at its clients, it is evident that Tenneco manufactures the components with zero defects as the OEMs demand high level of quality with best manufacturing facility. Tenneco’s Chennai plant is a state-of-the-art facility, equipped with advanced machinery that follows the best practices which comply with Tenneco Machinery Safety Standards, followed at all its plants spread across the globe.
In order to manufacture single-piece exhaust systems, three-piece exhaust systems and pipes for specific applications like EGR, the plant is built in such a way that material movement is less from raw material inward to dispatch area. It also gives you the feeling of being in a small work area that reduces worker fatigue and avoids unwanted material movement. It outsources more than 1,000 child parts like pipes, sheet metal components, sections, pressed parts and catalytic converters.
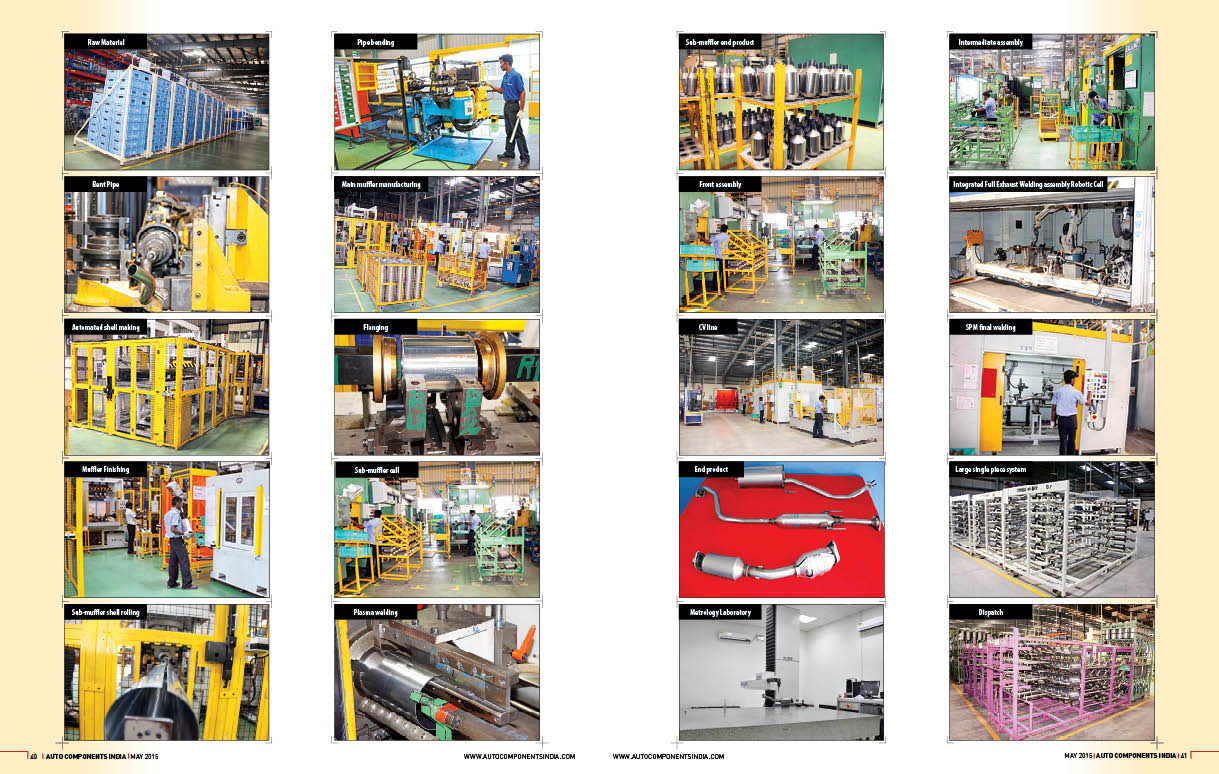
Pipe Bending
All manufacturing operations are performed on site, including forming of the canister, in which catalyst materials are inserted, with robotic welding of the various components to create the finished product. The exhaust system consists of 3 main parts; muffler, sub-muffler and piping. The pipes are received in a specified size and bent in an automatic pipe bending machine. The particular pipe bending design is fed into the system and as per the design the machine bends the pipe. The Chennai plant has 3 pipe bending machines and each machine is monitored by a sensor to ensure safety. During the operation, the pipe moves in 5-axes and if an operator enters the area, the sensors stop the machine for safety.
Muffler Manufacturing
To manufacture the main mufflers, the muffler cell has 6 stations. The shell of the muffler is made with the help of an automated shell making machine. The machine picks the sheet- metal and drops it in the conveyor belt; it is later bent in the bending machine to get the required shape. Once the sheets are bent to the required shape the corners are flanged and internal stuffing is placed. To make it airtight, the muffler is welded through spot welding and finally the sides are covered with a pair of sheet-metal end-plates. Spinning is done to make it leak proof.
Sub-muffler
The sub-mufflers are manufactured in a separate cell and pass through 6 stations to get the final product. It follows the same kind of manufacturing that is involved in making the main muffler. But instead of spot welding, plasma welding is done to join the sheet-metal to make a cylindrical shape. After making the sub-muffler, all the parts are sent to 3 different assembly lines where the front-end, middle and rear sections are assembled with the help of SPMs and automatic welding machines. They are supplied separately to OEMs, who connect these systems into one in their assembly lines.
Assembly
Tenneco’s Chennai plant also supplies exhaust systems for the Datsun Go and Go+ – the entire exhaust system in a single piece. To assemble this, the facility is equipped with a single piece robotic welding machine which can assemble and weld the entire exhaust system in a single shot. After loading the parts like flange inlet, sensor bellow, flexible element, connecting pipe-1, sub-muffler, connecting pipe-2, muffler and tail pipe, the machine welds it in 14 places to finish off the entire assembly quickly.
Inspection
Each cell of the assembly line is equipped with final inspection fixtures to check whether the part conforms to all the parameters in terms of dimensions, profile and shape. It also has a test bench at the end of the line to check the air gap present in the end product. Each and every product is tested and verified before it is sent to the dispatch area. The plant has a standards room with a 3-D combination measurement supported by special software. The 4metre x 1.2metre x 1.6metre CMM machine can measure the complete exhaust pipe precisely.
Recently, Tenneco has installed the Flip Over automatic robot welding machine to assemble bigger exhaust systems, more than 4 metre long. The newly added equipment had enabled the component manufacturer to bag new orders from the German luxury car maker. The machine has 2 sides; on one side the components are loaded and on the other side it is welded. This helps the company to increase productivity and the quality of the welding. In case of changeover of fixtures and settings, it takes less time to do it as these modular fixtures enable quick changeover operations due to their inbuilt poke yokes.

Flip Over automatic robot welding machine
Vehicle manufacturers have firmly asserted that changes to meet evolving stringent emission norms involves time and harnessing of advanced technologies for incorporating the necessary changes. Therefore, they are keen that the Euro 5 and Euro 6 emission norms are enforced in a step-by-step manner in the coming years. With advanced manufacturing process and equipment, Tenneco is ready with products that can comply with future emission norms.

3 Piece end product
The Chennai facility is Tenneco’s seventh manufacturing plant in India – which began producing exhaust systems for the Nissan Micra in May 2010. Tenneco is also supplying modular assembled struts and shocks to Ford from this facility and is also capable of making new technology products including DOC (diesel oxidation catalyst), DPF (diesel particulate filter) and SCR (select catalytic reduction). Tenneco first established manufacturing in India in 1995 and has grown its operations to include 5 production plants and 2 Just-in-Time (JIT) facilities. In addition to Chennai, the company produces emission control components in Halol and Pune. Tenneco’s ride control production is in Bawal, Pune, Hosur, and Puducherry. The Puducherry plant manufactures sintered products mainly for captive consumption. These facilities serve a growing customer base that includes Tata Motors, Mahindra & Mahindra, Maruti Suzuki, Renault-Nissan, Ford, Volkswagen, TVS Motor Company, Toyota Kirloskar Motor, and General Motors.
INTERACTION
Praveen Kumar Singh, Director Operations, Tenneco Automotive India
Q: At what PPM levels do you supply to your customers now, and what is the target?
Singh: Our current PPMs are zero with customers catered to from the Chennai plant and we are committed to maintain the same.
Q: How do you contain rejections?
Singh: We have a robust process of machine selection, machine capability verification and process capabilities as per global standards to ensure first time right, every time right. We have Quality Circle forums to address quality issues and regularly train our people to upgrade their skill sets. Our people, working in the shop floor, are highly committed and take pride to maintain and surpass our own high standards of quality and zero customer PPM. We work closely with our suppliers to upgrade their capability and ensure first time right supply from them.
Q: What percentage of the process is automated?
Singh: All critical processes are automated or are semi-automatic to the range of 90%.
Q: Tell us about the plant capacity and utilisation?
Singh: Presently, we have capacity of 370,000 numbers/annum of exhaust system and 360,000 numbers/annum of modular assembly for ride performance with approximate 70% utilisation. In addition, we are consistently investing to support the successful launch of new business.
Q: What are all the safety initiatives you have taken at the plant? How are you able to maintain this level of safety? Is it because of the automation and some poke-yokes?
Singh: We have strong focus on machine safety standards and we ensure that the machines are built according to Tenneco Global Safety standard. The use of standard Safety components such as, light curtain, scanner, two-hand push button boxes and guarding at machine building stage ensures the EMSEC (Engineered Machine Safety Exposure Control) standard. We have developed PPE (Personnel Protective Equipment) standard according to the requirements on the shop floor and implemented PPE policy for all Company employees including contractual persons.
Initiatives such as chrome monitoring, HECP (Hazardous Energy Control Procedure), and ergonomic assessment has helped the plant ensure safe operations. Tenneco tracks all the safety incidences or near-miss accidents on a monthly basis, however minor they may be; and the safety initiatives above have helped us keep our track record to exceed global standards.










Leave a Reply