

Text & Photos: J Srikant

One of the biggest names in global bearing manufacture, Sweden-headquarteredSKF has bearings performing in industrial applications, and in almost all automobile segments. Holding a prized position in SKF India’s plans, the Pune plant has received numerous awards like the Gold Award for manufacturing excellence 2013 by Economic Times and Frost & Sullivan. We took a short trip inside the plant to find out what has made it a remarkable global asset for the company
SKF’s Pune plant is their oldest manufacturing unit in India. However, it is hard to tell this by looking at the shop floor. Equipped with the latest machines, technology and procedures, it meets the global standards that SKF follows worldwide. In India,SKF has 6 manufacturing facilities at Pune, Manesar, Bangalore, Haridwar, Ahmedabad and Mysore employing over 2,400 people.
The Pune plant, which started operations in 1965, is spread over an area of 415,000 sqmt and caters primarily to the automotive sector. In all, there are 21 channels which are functioning here which manufacture Tapper Roller Bearings (TRB) – 8 channel; Deep Groove Ball bearing (DGBB) – 9 channel; Hub Bearing Unit – 2 channel; Taper Hub Bearing Unit – 1; and McPherson Strut Bearing Unit – 1 channel. SKF caters to several customers including Maruti, Ford, Renault, Tata Motors, Hero MotoCorp and Yamaha from its Pune plant. Not only does the company supply locally, it also exports to companies like VW, Scania, Daimler, Fiat and a few others.
Moving to the shop floor, we got the opportunity to look around a DGBB, TRB and a HUB bearing assembly channel.
 TRB Assembly Channel
TRB Assembly Channel
Shared Operations
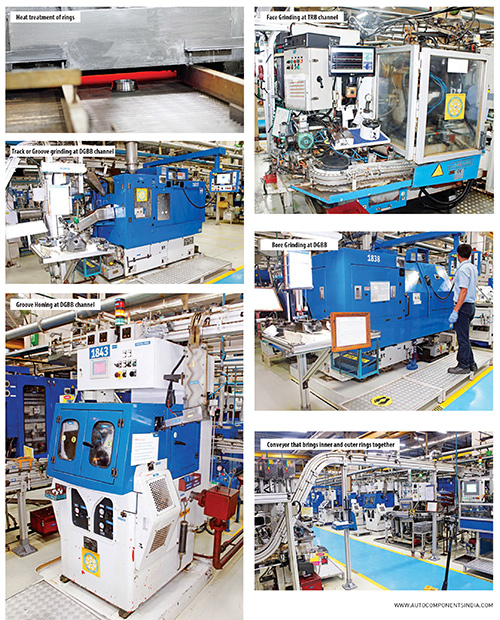
SKF has maintained a few shared operations which all types of bearings produced at the Pune plant have in common. They are heat treatment, face grinding and outer diameter grinding. After these three operations, the rings, which are sourced from suppliers, are delivered to the respective channels for further procedures. For the hardness of the ring posts the heat treatment is determined using Eddy-current based non-destructive testing that allows the checking of every single unit instead of testing a set of random samples. Giving this example, the company said that it uses the latest technologies to ensure highest quality and maximum productivity.
The case is slightly different for TRB manufacturing wherein, apart from the heat treatment, these operations are integrated into the channel itself.
Deep Groove Ball Bearing (DGBB) Channel
At this channel, every person or member of the team is assigned one machine and he is called the owner of that machine. He has to take thorough care of the machine in terms of efficiency, quality, productivity and safety. DGBB has two major components, inner ring and outer ring. In this case, the heat-treated and face-ground rings are the raw material for the channel. The process for both and inner ring happen simultaneously on parallel channels. The first stage for inner ring is the groove grinding, and then groove honing which determines the life of the bearing; the honed ring then moves on to bore grinding. To ensure zero-defect, there is an in-built checking mechanism which checks for size, and only if found as per norms, does it go for further operations. For outer ring, the face and OD grinding is a shared operation after which the groove grinding and groove honing happens.









Leave a Reply