

Indian Railways that carry around 12 million passengers every day has grown by leaps and bounds over the last 160 years. Indian Railways, which had a modest beginning in 1853, has since then been an integral part of the nation, making the country proud of manufacturing all the engines and coaches locally. To understand the activities taking place in Central Railway’s Locomotive Workshop at Parel in Mumbai, Auto Components India visited the work spot recently; it took nearly 4 hours to cover the workshop and understand the activities taking place there.
Normally, each workshop is specialised in any one area – either coach building or engine manufacturing or refurbishing of engines and coaches. But the Parel workshop currently manufactures and overhauls broad and narrow gauge locomotives, carries out refurbishing and overhaul of coaches and 140 tonne accident relief cranes as well.

Locomotive Manufacturing
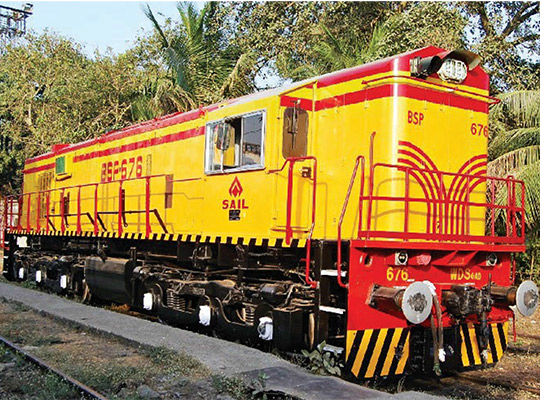
The Parel Locomotive Workshop, established in 1879 as a steam locomotive repair unit, has now diversified and started manufacturing shunting type locomotives from 2007 by supplying it to Steel Authority of India Limited for their entire in-campus requirements.
Later, it bagged orders from major power plants, ports, rail yards and logistics providers across the country and received orders for more than 190 locomotives. Till date, it has manufactured 155 shunting locomotives to become the largest manufacturer of such locos in India.
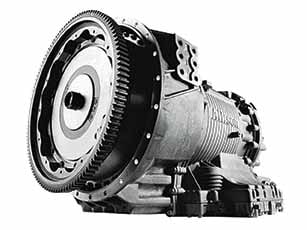
The workshop also manufactures diesel locomotives for the hill railways. The first locomotive manufactured by Parel workshop ran between Neral and Matheran, a quaint hill station near Mumbai. The locomotive is uniquely
designed to negotiate the sharp hairpin curves of the hills, by an articulated design inspired from the German Arn- Jung locomotives. It has 2 Cummins NT-495 model diesel engines with hydraulic transmission units manufactured by Allison Transmission. So far it has manufactured and supplied 23 locomotives to the hill railways.
Under-Frame Construction
The entire engine and the driver cabin are fitted over the under-frame. The under frame is manufactured with the help of high grade steel structure and joined by CO2 welding. CO2 welding is preferred in manufacturing locomotives since the weld metal will not be affected by oxygen and nitrogen in the atmosphere. After welding, the deposition efficiency is high and slag formation little, which makes it unnecessary to remove the slag after each cycle; this is the main reason why CO2 welding is preferred for underframe construction. After manufacturing the under-frame, the entire unit is transferred to the assembly line where other major components are fitted in.
Bogey Construction
Bogies are considered the main part of a locomotive, as the wheel sets with the axle box and traction motors and suspensions are fixed in. Each locomotive has 24 primary suspensions, 16 secondary suspensions and 8 vertical shock absorbers. The wheels and axles sourced from the Bonatrans Group are checked for nomenclature and finally painted and polished before going into the assembly line. Normally, all the trains run on steel wheels to bear the entire weight and reduce rolling friction. Once the wheel sets come into the assembly line, the axle box and traction motors are fitted. Each bogey has 6 sets of wheels, with individual traction motors and axle boxes. Each of its 6 wheel sets or 12 individual wheels drive the locomotive. But these massive 21 tonne bogies are not rigidly fixed to the frame of the loco; it has been constructed as body-onframe chassis.











Leave a Reply