

 Fan Module
Fan Module
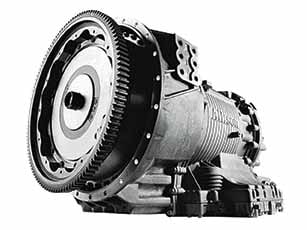
The next portion is the fan module that is positioned behind the core. The motor that runs the fan is purchased from both local and overseas sources, primarily depending upon availability and specifications. The company decides on the sourcing part depending on the product that is being manufactured. The moulded parts made from a host of raw materials and sourced from suppliers, are assembled. For hotter regions, it has sheet metal parts clipped or screwed on to the shroud.
While the core is prepared, alongside the motor is assembled to the shroud. This module is tested for various parameters including motor RPM, current drawn and other operating parameters. Later, it is finally assembled with the radiator and sent for packing and dispatch. The manufacturing process may appear simple as the steps involved in it are less; however, every intrinsic process has tough standards and sharp specifications to be adhered to.
 Quality
Quality
There is quality check at every stage. Typically, the operator is responsible for quality at every operation. There is, however, a final inspection booth, where all the parts are checked. Checking the out sourced part is in the form of dock audit where the manufacturing team hands over to the quality department that takes up sample inspection. It is more like an in-line dock audit. The focus of this plant is to make its process more and more error-proof. It does not want to be dependent on people for quality. As of now the error proofing is over 90% at the end of the operation itself.
The company makes more than 10 varieties of engine cooling modules. The main parameter which defines the performance of the engine cooling module is its capacity to bring down the temperature of the coolant to an operating level. It used to be a certain amount of BTU or Kilowatt earlier but now it is in terms of the temperature. Basically, OEMs are moving away from defining the product specifications. The vehicle manufacturers give the layout and temperature requirement to the supplier while seeking a proposal. This approach gives suppliers like HVCC more flexibility to design their products.
Shingo Journey
The journey of Shingo has been extremely interesting and immense for HVCSIL with increasing and sustaining quality, and engaging people, being two of the significant learnings. The company believes that if the focus is on really deploying the vision at all levels, working towards strategies and taking people along, the impact on the organisation is significant. In the last 5 years, where the company’s revenues have become a little more than double, the challenges have only been increasing. It has added more products but in spite of all this, the company has been able to sustain single digit ppm, closer to zero ppm. While it is maintaining zero ppm for the past 20 months, it was at 2 ppm over the last five years.
About 450 people work in the plant that is capable of producing 2 million heat exchangers per year, on a 3-shift basis, 6 days a week. At present, it is utilising over 80% of the installed capacity. However, certain equipment at the plant is flexible enough, so that it is not really necessary to duplicate them to enhance capacity. Capacity expansion to a reasonable extent can be achieved by supplementing some additional stations or zones. Typically, for a heat exchanger, furnace is the critical equipment which will decide the capacity. Furnace generally has provisions to add little more zones which help in adding capacity. ACI






Leave a Reply