

Text and Photos: T Murrali

Leading ride control products manufacturer Gabriel India Limited has been experiencing a smooth ride despite the auto industry in India riding on bumpy roads. This is primarily due to the quality of the products and its robust manufacturing process. To understand its mantra, we undertook a short journey into the plant at Hosur.
 Part of the Anand group, Gabriel India was established in 1961, providing a wide range of ride control products such as shock absorbers, struts and front forks, catering to passenger cars, utility and commercial vehicles and two-wheelers. The Hosur plant began operations in 1997 making front forks and rear shock absorbers for two and three wheelers. More than 50% of the 7.5 acres plot is green. The plant is spread across two distinctive bays with the main store sandwiched between two wings. Each wing makes
Part of the Anand group, Gabriel India was established in 1961, providing a wide range of ride control products such as shock absorbers, struts and front forks, catering to passenger cars, utility and commercial vehicles and two-wheelers. The Hosur plant began operations in 1997 making front forks and rear shock absorbers for two and three wheelers. More than 50% of the 7.5 acres plot is green. The plant is spread across two distinctive bays with the main store sandwiched between two wings. Each wing makes
front shock absorbers & the rear, and front forks.






Inward
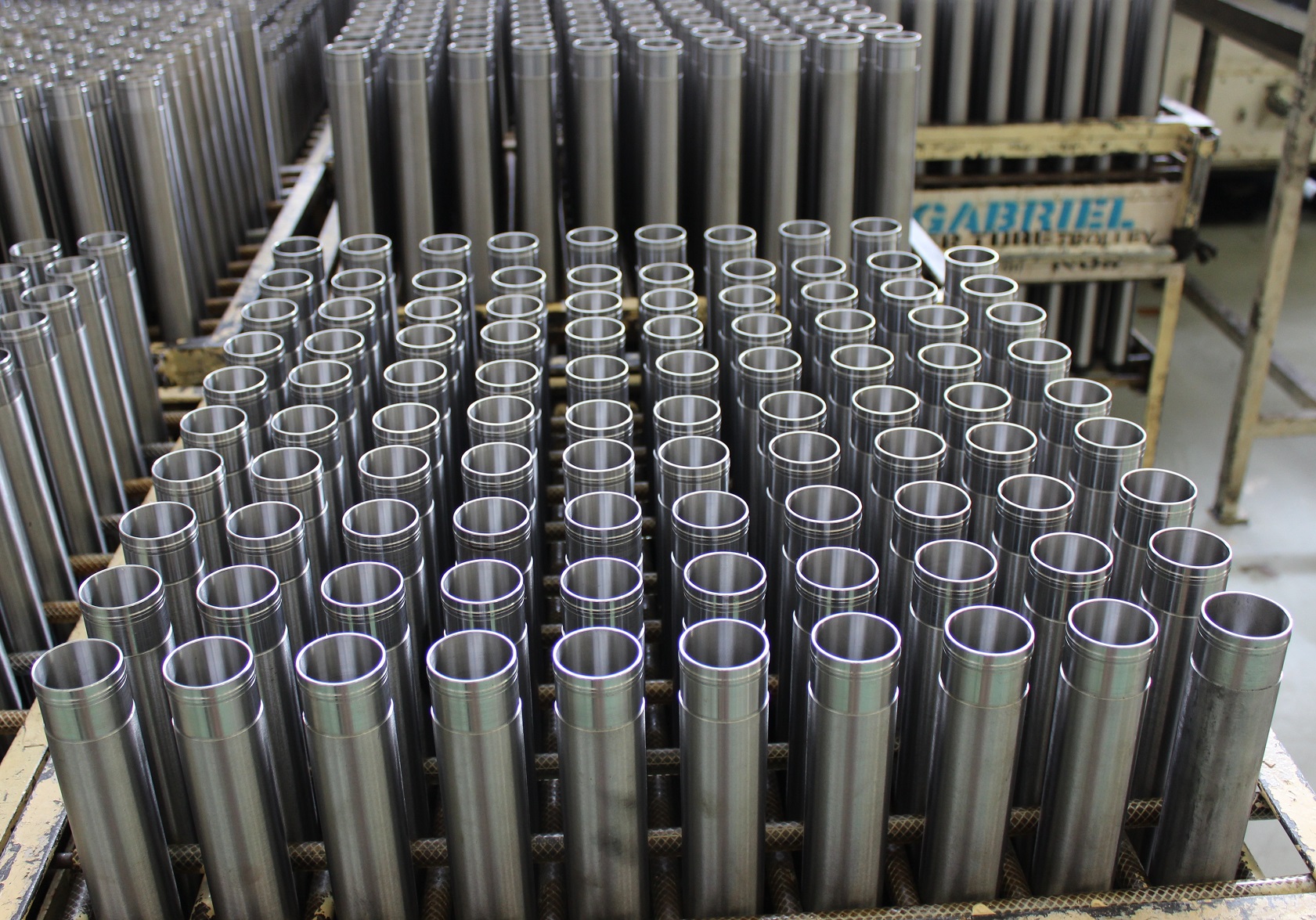
The plant gets CNC machined front fork inner tubes and castings from its vendors and the finishing operation is done in-house. These items are stored in the job stores till they are sent for plating. The central stores maintain bought out items that are mainly for inner tubes. The plant makes 1.25 lakh sets of front forks per month and about 5 lakh shock absorbers. The front fork is classified by the outer diameter of the inner tubes. It comes in different diameters – 25, 26, 30, 31, 33, 35 and 41mm.
The specialty of the company is that it uses AC4D aluminium castings, sourced from Gabriel Pune, for forks for specific applications. This according to the company is unique in the industry due to its high tensile properties with lower weight and is used for high-end bikes like Yamaha FZ, and Royal Enfield Thunderbird. Out of the 125,000 sets it makes every
month, roughly about 25,000 sets are made out of the special castings.
Front Fork
The plant carries out finish grinding on the machined tubes sourced from vendors. Later they are sent for nickel hard chromium plating. Postchrome grinding is carried out just before assembly. Parts are then sent to cleaning stations before fed into
the assembly station. The plant has 4 lines for 3 customers; 1 for TVS Motor Company, 1 each for TVS and Suzuki Scooters, and 1 for other motorcycles.
There are about 30 child parts for front fork like seals, washers, O-rings and cir-clips which are cleaned before assembling. There are 9 cells in the front fork assembly. When the division was started about 8 years ago it had 10 machines in a cell to complete
the operations. Garnering expertise, it has shrunk to 3 machines now. As scooter models do not have too many mountings the operations are further contained to 2 machines. The plan is to go with 6 cells with an increased volume as the objective is to reduce space and also bring down the number of people.






Shock Absorbers
The Hosur plant of Gabriel makes 4 varieties of shock absorbers -mono tube, twin tube, mono shock and canister shock absorbers – in both hydraulic as well as gas filled shock absorbers. The outer tube is welded with the end cap and eye-ring. In some cases, especially for scooters, it is welded with bracket. Depending upon the customers’ specifications these are sent for painting that is carried out in-house or plating process outside. The damper assembly, which is the heart of the shock absorber, is also painted.


Damper Assembly
There are 2 main parts in damper assembly; one is the base valve and the piston assembly. There will be different mixes of the damping force that are required for the performance of the vehicles. After assembly it is fully tested on-line for damping force
and then moved to spring assembly and dispatch. The testing is done for the damping force while the stroke is fixed depending upon the cycles; the velocities are different depending upon the customer’s requirement that is primarily based on the road conditions. This plant makes about 60 part numbers in shock absorbers and about 24 in front forks. Of the 5 lines, Gabriel has recently introduced a robotic line to meet the requirement of its customers. Typically, there are a few operations that can be done on the conveyor, and the robots are deployed in loading and unloading operations. Currently, the companyis working on adding more critical operations to the robots.


Dispatch
The parts are directly sent to the assembly for TVS Motor while they are packed and sent to customers in distant locations. Going green, it has now started using returnable bins. The company supplies about 16 times in a day to TVS Motor as the OEM holds stock only for 3 hours. Typically TVS Motor indicates to Gabriel the previous evening about the production sequence. The vehicle manufacturer also gives a JIT (Just in Time) schedule well in advance on the time slot for the parts to be delivered. The time allocated is 120 minutes (75 minutes for transportation and the rest for loading and unloading), therefore, Gabriel holds one day stock for TVS Motors.
Haijunka System
Gabriel follows the Haijunka manufacturing system, which is based on frame-based manufacturing process specific to every customer. It is primarily on making a frame or template (the pattern of consumption of parts by a customer in a week) and
then feeding the material accordingly. Called AHPS – Anand Haijunka Production System, the company has been following this methodology for the last two years. Beginning with one model, the company is continuously working to introduce this to other
models as the initial initiative helped improve line efficiency from 56% to 76%. It warranted some changes in layout for a better flow; however, it also resulted in contracting the footprint, eventually saving on space in manufacturing lines. Besides, it also resulted in reducing the number of people and redeploying them to other stations. AHPS had twin benefits – on the human productivity and productivity of the process due to information flow. It also reduced parts inventory holding from 3 days
to 1 day. As part of this initiative the plant has scheduled the time slot for incoming materials. It has identified 4 suppliers in the first year to implement this project. It has now created a community amongst its vendors, for them to work together and also to
have cross-learning.
IN CONVERSATION – Atul Jaggi, COO, Gabriel India
 Q: What is the current ppm level at which you supply parts to your customers?
Q: What is the current ppm level at which you supply parts to your customers?
Jaggi: The average ppm is around 100; we have been supplying to a few customers at zero ppm for the last 2 years and for some it is between 50-60 ppm. We target to supply between 20 and 100 ppm for our customers depending upon the type of parts we are servicing.
Q: How do you plan to contain the ppm levels?
Jaggi: It is a combination of the software and hardware with 70% to 80% on the softer issue while the rest is the hardware issue. We have invested a lot last year on infrastructure. Robots have been deployed in the processes that are prone to certain errors. There are plans for small automations in the future for critical areas. Training the people, making them aware of what is happening
and sensitising them on quality is another important aspect. We have developed a road map with the team for quality drive.
Q: Tell us about the plant capacity and utilisation?
Jaggi: We have about 6 lakh capacity for shock absorbers and currently make around 5 lakh. We have capacity to make 1.5 lakh sets of front forks and we are making only 1.25 lakh. This is enough till 2015 based on the forecast received from customers. We are looking at future developments, primarily with Yamaha coming up in Chennai, Honda coming in Gujarat and TVS looking at
new products of scooters. So this is the growth potential for us to improve our capacity further. To do that we do not want to add any new plants, we want to optimise the location by combining more operations, reducing the space – thereby creating additional space for expansion. Instead of 3 or 4 machines we use 2, to release more space. That is a major focus.
Q: How do you overcome the challenges in new product development?
Jaggi: We have recently set up a tech centre with testing facilities. We are also trying to understand and evaluate the product so that customer expectations are met. Those aspects need to be studied and fine tuned so that we can also provide some valuable inputs to the customer; so those things are also being taken care of.








Apuia Lalhlimpuia
Hello Sir, I was looking for front fork lower bottom end dual disc, i.e. left and right disc caliper or Patti, i want to used double disc front fork on my royal enfield thunderbird new model, Can you make it for me , you can call me on my no. 9774589796.