


Text & Photos: T Murrali
 Leading automotive and non-automotive control cable manufacturer, Suprajit Engineering has been growing by leaps and bounds, propelled by customer satisfaction from across the globe. By far the leader in cable manufacturing in India, the company has the ability to deliver prototypes and samples to customers for fit and function trials even at short notice due to its multiple development centres across India and one in Tamworth, UK. Suprajit specialises in export manufacturing through two 100% export oriented plants, one for automotive cables and the other for non-automotive ones. A peep into the manufacturing facility of export oriented automotive cables in Dodballapur near Bangalore – Suprajit Automotive Private Limited, gives insights into the company’s initiatives in continuous improvement through Kaizan, lean manufacturing practices and quality circles.
Leading automotive and non-automotive control cable manufacturer, Suprajit Engineering has been growing by leaps and bounds, propelled by customer satisfaction from across the globe. By far the leader in cable manufacturing in India, the company has the ability to deliver prototypes and samples to customers for fit and function trials even at short notice due to its multiple development centres across India and one in Tamworth, UK. Suprajit specialises in export manufacturing through two 100% export oriented plants, one for automotive cables and the other for non-automotive ones. A peep into the manufacturing facility of export oriented automotive cables in Dodballapur near Bangalore – Suprajit Automotive Private Limited, gives insights into the company’s initiatives in continuous improvement through Kaizan, lean manufacturing practices and quality circles.
 A view of the assembly shop
A view of the assembly shop
Suprajit Automotive has been an export oriented unit since inception with a substantial portion of its products going to major OEMs like BMW, GM, Aston Martin, Nissan and Suzuki. The company has been concentrating on process capabilities as its robustness will help churn out quality products consistently. It is the liveliness of the system that keeps the company going smoothly, despite its customers spread across the globe. It has taken a number of initiatives, with innumerable number of poke-yokes in place, for supplying products at zero ppm to many customers over several years. Suprajit also excels in producing specialised small volume and extremely intricate cables from its Tamworth facility based in the United Kingdom.
 Window regulator cables
Window regulator cables
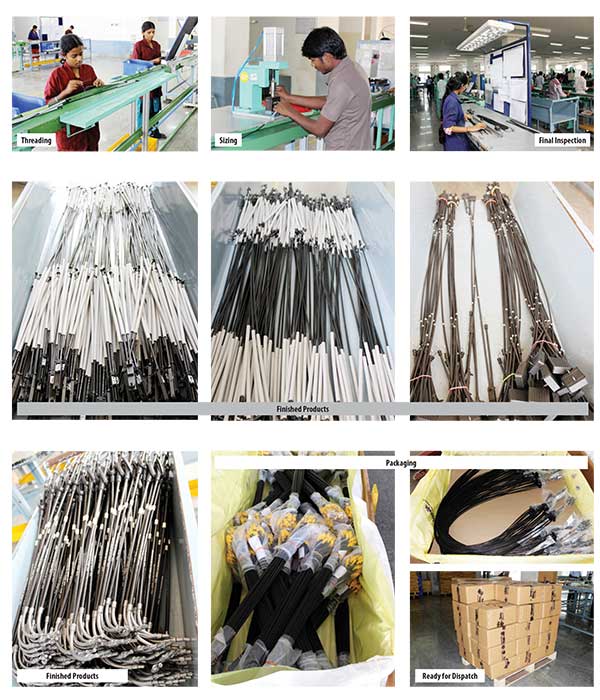
Manufacturing
Suprajit Automotive also adopts cutting edge manufacturing processes and stringent quality systems to develop world class products. Critical processes like rolling, coiling, coating, extrusion, molding, die casting and cable assembly are done inhouse – making it one of the largest fully integrated
cable manufacturers in the world, as a group. The entire lot of material that the plant outsources is inspected before forwarding for further value addition. The factory has a separate area designated for this purpose.
Outer Preparation
The manufacturing process for the outer cable begins with rod rolling, where bought out steel wires in round form are flattened. Then it is loaded onto an array of auto-winding machines and the bobbins are kept ready. Later these bobbins are loaded on coiling machines that run continuously; once the machines are set and loaded, they will run continuously for 8 hours without any disturbance and need for operators.
The company has 2 versions in the cable outer – liner and non-liner. Liner is for friction-free movement, though some customers do not ask for liners. TVS-Suzuki (currently TVS Motor Company) was the first in the country to use liner cables and the OEM was importing it from Japan. It may be recalled that Suprajit set up a dedicated facility for TVS-Suzuki to make the liner cables. Suprajit Automotive makes 15 variants of coils with different dimensions. All the machines are designed to be flexible and, therefore, can make any dimensions of coils.
The next process is extrusion coating where the coils are covered with various types of material. Earlier, only PVC was used but today the company has come up with about 15 different materials that can withstand extreme temperatures and flexibility requirements. The cables are then cut to length depending on the customers’ final drawing requirement. These cables then proceed to the next station where the edges are ground and the bore is drilled to clear it from burrs. The preparation of the outer comes to an end with inspection.
Cable Inner Preparation
Unlike some cable makers Suprajit does not make the wires. Of the total outsourced wires, about 90% is imported. The wires are directly cut from the bobbins and sent for forming process called rosetting (making the edge like a flower to take the load); it helps in taking the load as the plain wires tend to slip during operation. After this the wires are sent for die-casting with different materials followed by turning, clearing and parting of members.

 Testing products as per customers’ specifications
Testing products as per customers’ specifications
Assembly
Both the inner and outer are prepared in one shed and moved, along with bought out components, to the assembly line in the adjacent area. Depending upon the customer specifications the assembling process is carried out. Some cables will have 9 to 10 operations while some are confined to just 2 or 3. The cables are assembled with the bought out items such as rubber parts and grommets. The ring is swayed on housing and grommet; and later swayed on abutment at the second end. Alongside, either grease or silicone oil is applied for smooth operations. Here the die-cast wire is cut to length, inserted into the outer tube, formed and sent for die casting and trimming operations at the other end. Die-casting is carried out in the special vertical machines where the wire and small inserts are fused together. The cables are then sent for printing or embossing operations as required by the customer. Later, the cable is sent for final inspection where every cable is checked for 100% loading characteristics to make sure that the pull-up load meets customers’ requirements. This is a testimony to the company’s efforts in ensuring quality as it supplies even safety critical parts such as hand brake cables, at zero ppm to leading global brands. Even after inspection, these cables are moved to yet another firewall, to prevent any rejected part reaching the customer. Here, every cable goes through a visual inspection process too before packing.
 Endurance Tests
Endurance Tests
Back-end support
Since tools are crucial, the company has a dedicated tool room to carry out any corrections to support production. The cables that the company makes today will be on the high-seas for about 8 weeks during transit, another 2 weeks inventory at the warehouse plus an additional 2 weeks for the customer to take delivery. Therefore, it takes about 6 months from the date of incoming parts at Suprajit Automotive till the cables are fitted on the vehicles at the customer end. These constraints call for all kinds of endurance tests to eliminate defects including issues related to rust during transit.
Vendors
Overall Suprajit Automotive outsources around 1,200 parts; of these 900 parts are live now. The company makes only the outer, which is its speciality. It has its own testing lab here, similar to the one in UK, for initial testing and development. It has deployed its people at vantage points at the vendors to monitor quality of incoming parts. The company has 38 approved vendors with 80% of them located in Bangalore and a few others in Delhi, Pune and Chennai. It imports from quite a few countries including China and UK. The outsourced parts include rubber, inner wire and plastic molding components. To ensure quality Suprajit Automotive supplies the raw material to its vendors to make components. The company imports raw material for all the plastic parts and supplies to vendors. The uniqueness of the manufacturing operation is that it uses several kinds of raw material including different kinds of steel, plastic material, rubber and zinc. This, therefore, calls for expertise in metallurgy too. Though the cables look simple these parts involve several engineering aspects since almost all the controls in a vehicle are carried out by cables.
Diverse Products
In total, Suprajit Automotive makes around 120 varieties of cables, churning out about 55,000 cables per day. While the assembly operation is confined to a single shift now, the feeder lines (to make inner and outer) work around the clock. The company makes cables in lengths ranging from 200 mm up to 5 metres. For example, the cables to operate the bonnet and the fuel lid for Renault are not only longer but also have several bends and specialised clips. The challenge for the company is to pack the longer cables in such a way that they do not deform during transit.
Suprajit Automotive develops new products either on its own or in association with the OEMs. Typically, the OEMs give the diagram and, in some cases, the target price for the cable maker to develop new products. The challenge is to select all the material and pass the tests at the given cost and time. Leapfrogging as always, the company has created about 30,000 sq ft of space on the first floor of its assembly plant for capacity expansion and to honour new businesses.
 INTERACTION
INTERACTION
N S Mohan, President, Suprajit Engineering
Q: Tell us about the quality system in this plant, to send flawless products to your customers.
Mohan: We are qualified as TS-16949 but beyond certification it is the liveliness of the system or how we live the system that is more important; this is demonstrated here in a very big way where the product quality and the delivered quality have been a testimony to these initiatives. We have been at zero ppm for quite many customers for quite many years.
Q: What is the driving force to maintain zero ppm all through?
Mohan: First and foremost is the attitude of people at the working level, and of the management towards quality. Quality is not something that is going to be compromised or negotiated or discussed. It’s a given factor that is demanded so we push ourselves as a management team and, hence, the workers also do the same. So attitude is the first and foremost drive of the whole thing. Second is the robustness of the processes and tools such as statistical quality control, calibration system etc. More than that, we are not just talking of brand Suprajit but brand India, which is deeply embedded in our people.
Q: Have you reached a stage where you can provide your own solution?
Mohan: Our R&D can offer solutions, propose alternative materials, test and prove them. Whereas, if it is going to be a black box design, we haven’t yet got that kind of an opportunity to prove ourselves though our tech centres have the capabilities.
Q: About capacity expansion?
Mohan: Suprajit’s philosophy is to be one step ahead of the market in terms of our infrastructure capacity. As we are not in investment driven products we always keep the infrastructure ready to minimise the time to market. Utilisation levels are generally above 80% for part numbers with 20% reserve to meet the peak periods. Currently we make around 12 million cables per month but we have the capacity to produce 14 million considering the first floor.
Q: Do you plan to automate the plant?
Mohan: In the strategy session held last February one of the key areas we identified was automation. We believe that automation needs to get into Suprajit in a big way to bring in consistency in quality and improve productivity. The cost pressures are so much; the labour costs are going to go up, therefore, we need to keep our costs under control. So from both quality and cost perspectives we feel that automation is a must. There is a very clear plan chalked out in terms of taking it to the next level of automation. We have created a cell for automation, which is busy working out an agenda to automate the process. It will help us to improve quality, productivity and, more importantly, cost. ACI

Text and Photos: T Murrali









Leave a Reply